NEW CONFIGURABLE NAAMS COMPONENTS FROM MISUMI USA!
• Видео
~-~~-~~~-~~-~
Locating Pins Pt. 1: Workholding Concepts | Engineer to Engineer | MISUMI USA
Workholding is a term used when manufacturing products, but not everyone is aware of what this entails. Workholding, at its purest form, is simply securing a workpiece to allow for machining or other similar industrial processes to be done in a uniform and repeatable fashion. The introduction of basic workholding methods like locating and clamping paved the way for high volume assembly and manufacturing lines, as parts were able to be reproduced accurately in mass quantities.
In order to ensure that a workpiece is held securely and won’t shift during machining or processing, a workholding assembly needs to prevent movement in 12 different directions, or Degrees of Freedom. These include 3 axes of both translational and rotational motion. Translational degrees of freedom allow movement up, down, left, right, front, and back, while rotational degrees of freedom are classified as pitch, roll, and yaw, with clockwise and counterclockwise directions available for each type of rotation.
When designing a workholding unit, consider each degree of freedom and how to limit the motion in that direction until all 12 degrees of freedom have been restricted. The amount of restriction to each degree of freedom is will dictate how repeatable, or how flexible, a particular workholding unit can be.
Typically, a workholding unit is referred to as a jig or a fixture, depending on whether the assembly is being used to guide a tool or operation, like drilling, tapping, or assembly of dowel pins [jig], or is simply holding the workpiece in place, relative to the cutting tool or operation [fixture].
Jigs and fixtures fall into one of 4 categories, depending on the number of workpieces it will be used for, as well as the permanence of the fixture. A very unique one-off part might use a temporary general-purpose fixture (often using clamps, vises, or tools which are available in the workspace at the time but not designed specifically for the piece), whereas low quantity custom parts may use a disposable fixture, designed for the workpiece, but not meant to be long-lasting. As the quantity of parts to be processed increases, the fixture design becomes more robust, moving into modular design, flexible enough for several standard parts, and finally into permanent custom fixtures for very high quantity part runs.
While the type of jig or fixture design may evolve, the basic components used remain fairly constant. These include a support base, which usually restricts downward motion, pitch, and roll, locating pins, which restrict left, right, front, and back translation and yaw rotation, and toggle clamps, which limit the final degree of freedom, upwards motion.
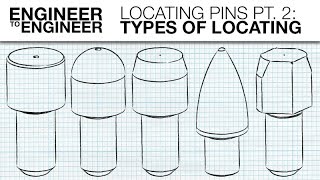
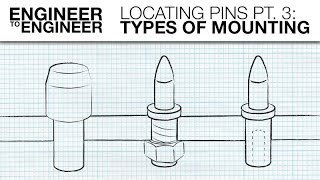
Whether designing fixtures for machining or welding, drill jigs, or any other type of workholding assembly, remember that the more effectively all 12 degrees of freedom can be restricted, the more reproducible your part can be. Factory automation components like locating pins, toggle clamps, and support bases help provide a great base with flexible options to your design. Tune in to the next episode for more on how best to use different locating pin head types.
=================================
Subscribe to our channel: http://bit.ly/Us2mJ6
BLOG: http://blog.misumiusa.com
Twitter: / usa_misumi
G+: http://bit.ly/1nQPnvV
FB: / misumi.usa
LinkedIn: / misumi
Locating Pins Pt. 1: Workholding Concepts | Engineer to Engineer | MISUMI USA









Информация по комментариям в разработке